1 min read
How ERP Software Transforms Production Planning in Discrete Manufacturing
Still managing production schedules with spreadsheets? Late orders, material shortages, and change orders can quickly throw your shop floor into...
11 min read

Digital twin technology in manufacturing allows organizations to create virtual representations of production assets, processes, and operations that can be tested before changes reach the shop floor. By combining ERP data, IoT sensors, and manufacturing data into a simulation environment, a digital twin in manufacturing helps organizations predict disruptions, evaluate scenarios, and make better operational decisions before they affect production.
The business case for these capabilities continues to grow as manufacturers invest in smart manufacturing initiatives. Deloitte's 2025 Smart Manufacturing Survey found that 92% of surveyed manufacturers believe smart manufacturing will be the primary driver of competitiveness over the next three years.
The same survey reported that manufacturers implementing smart manufacturing initiatives achieved average improvements of 10% to 20% in production output, 7% to 20% in employee productivity, and 10% to 15% in unlocked capacity. Digital twin technology supports many of these initiatives by helping manufacturers simulate production changes, evaluate supply chain impacts, optimize asset performance, and improve planning using real-world data rather than assumptions.
Digital twin technology in manufacturing creates a virtual representation of physical assets, processes, and operations that can be monitored, analyzed, and tested using real-world data. By combining ERP information, IoT sensor data, and operational insights, digital twins help manufacturers evaluate changes before they affect production. Understanding what a digital twin is and how it works is the first step toward determining whether the technology can support your organization's operational, performance, and transformation goals.
A digital twin in manufacturing is a virtual representation of a physical asset, production line, manufacturing process, facility, or operational environment. Often described as a digital replica of a real-world system, a digital twin continuously receives and processes data from connected technologies to mirror what is happening in the physical environment.
Unlike traditional reporting systems that primarily show historical performance, digital twin technology combines real-time data, simulation, and analytics to help manufacturers understand current conditions and evaluate future scenarios. The goal is not simply to monitor operations. The goal is to create a digital environment where decisions can be tested before they are implemented in the real world.
The concept is frequently associated with artificial intelligence, smart manufacturing, Industry 4.0, and other advanced technologies, which can make it seem more complex than it actually is. At its core, a digital twin is a practical operational tool. It gives manufacturers a way to model how assets, processes, and manufacturing systems are likely to perform under different conditions before making changes that could affect production, quality, or profitability.
For manufacturers, this reduces uncertainty. Instead of relying solely on experience, assumptions, or historical reporting, leaders can use digital twin technology to evaluate potential outcomes, identify risks, and make more informed operational decisions.
A manufacturing digital twin combines data from multiple systems to create a digital representation of physical operations. The more accurate and connected the underlying data sources are, the more valuable the digital twin becomes.
These data sources are continuously synchronized to create a digital model that reflects real-world conditions across the manufacturing process. As conditions change on the production floor, the digital twin updates to maintain an accurate representation of the physical environment.
This creates capabilities that traditional reporting systems cannot provide. Manufacturers can run manufacturing simulation scenarios, test process changes, evaluate production line performance, model supply chain disruptions, and assess operational risks before implementing changes in the real world.
In practice, digital twins enable manufacturing teams to move beyond reactive decision-making. Instead of asking what happened yesterday, organizations can evaluate what is likely to happen next and determine how operational changes may affect performance before those changes reach the production floor.
Read Next: ERP for Hardware & IoT: Managing Complex BOMs, Supply Chains, and Visibility
A digital twin is only as valuable as the data behind it. While sensors, analytics platforms, and simulation tools often receive the most attention, ERP typically provides the business context that makes digital twin technology useful for operational decision-making.
Many organizations focus on connected equipment and real-time monitoring when evaluating digital twin solutions. However, ERP systems contain much of the information needed to understand how operational events affect the broader business. Bills of materials, inventory levels, production schedules, supplier relationships, maintenance activities, financial performance, and asset records all provide critical context for understanding manufacturing operations.
Without ERP integration, a digital twin may identify issues on the production floor but lack the information needed to determine how those issues affect production schedules, inventory availability, maintenance planning, customer commitments, or profitability. Digital twins provide the greatest value when operational technology and enterprise systems work together to create a more complete view of manufacturing operations.
Traditional ERP systems help manufacturers understand what happened and what is happening now. Digital twin technology extends those capabilities by helping organizations evaluate what may happen next.
By combining ERP data with simulation and real-time operational information, manufacturers can assess the potential impact of production changes, supplier disruptions, equipment performance issues, and capacity constraints before they occur. This allows leaders to move beyond reactive management and toward more predictive decision-making.
The goal is not to replace ERP. The goal is to extend its value by helping manufacturers test scenarios, evaluate risk, and make more informed operational decisions before changes affect production.
P.S. Considering digital twin technology as part of a broader smart manufacturing strategy? RubinBrown's AI Strategy Development Services help manufacturers evaluate readiness, prioritize use cases, and build a practical roadmap for AI, simulation, and operational transformation initiatives. Schedule a meeting today.
Read Next: ERP for Digital Transformation in Manufacturing 2026
Many discussions about digital twin technology focus on future possibilities. In practice, most manufacturers begin with a small number of operational use cases where simulation, visibility, and predictive insights can deliver measurable business value. The most successful initiatives typically focus on improving asset reliability, production performance, supply chain resilience, or product quality.
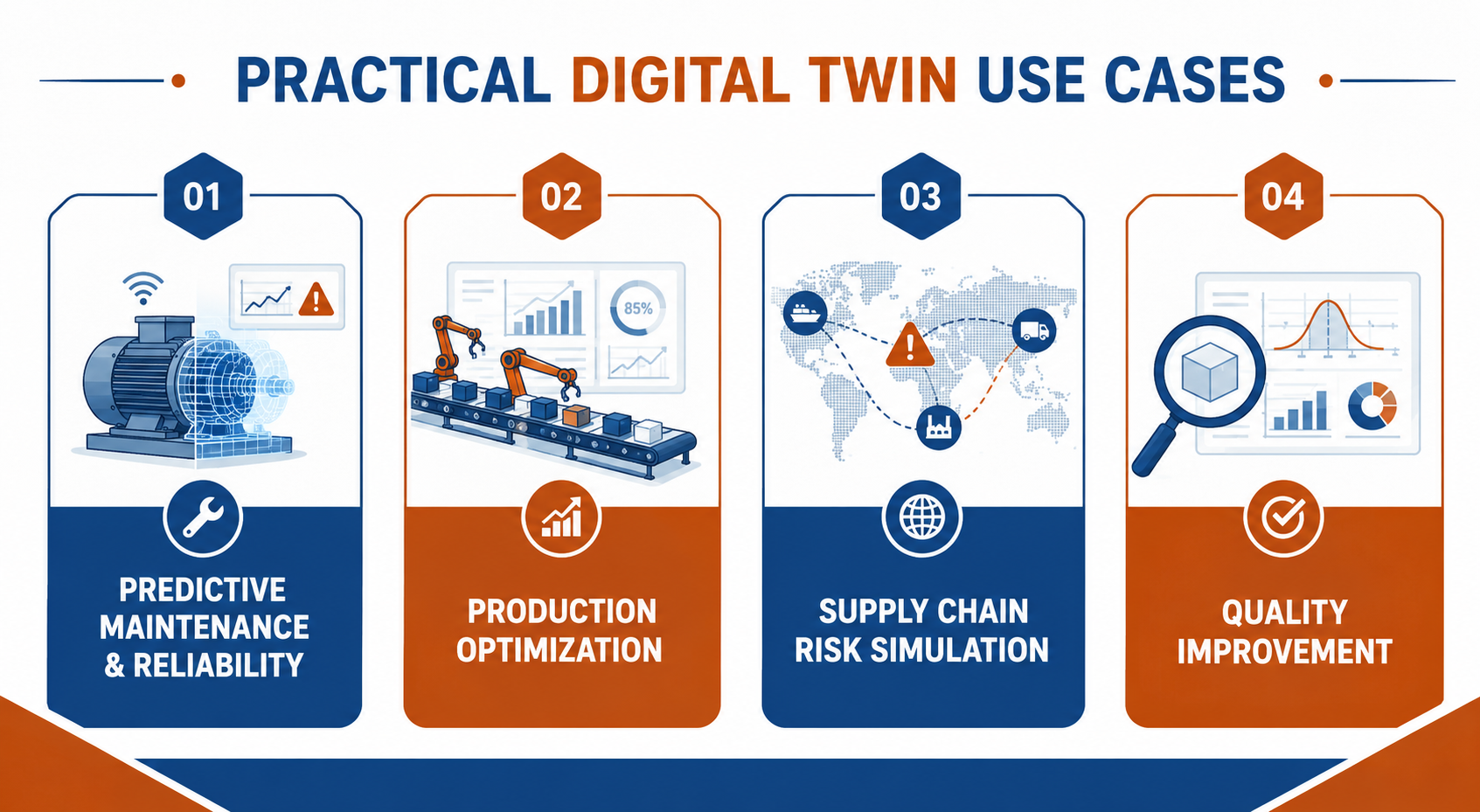
Predictive maintenance remains one of the most common applications of digital twins for manufacturing. Equipment continuously generates data through sensors, maintenance systems, and operational processes. A digital twin uses that information to create a digital representation of asset performance and identify patterns that may indicate future failures.
Instead of relying solely on fixed maintenance schedules or reacting to unexpected breakdowns, manufacturers can evaluate asset conditions in real time and prioritize maintenance activities based on predicted performance. This approach can help reduce downtime, improve asset utilization, extend equipment life, and minimize disruption to production operations.
Manufacturing simulation allows organizations to evaluate production changes before implementing them on the shop floor. Rather than relying on trial and error, manufacturers can test different scenarios within a digital environment and assess potential outcomes before making operational adjustments.
Common examples include evaluating equipment configurations, production sequencing, labor allocation, capacity planning, and facility layouts. By modeling these changes before implementation, manufacturers can reduce operational disruption and improve confidence in decision-making.
Supply chain disruptions continue to challenge manufacturers across industries. Material shortages, supplier delays, transportation disruptions, and shifting customer demand can all affect production performance.
Digital twins provide a way to model these scenarios before they occur. Manufacturers can evaluate the potential impact of supplier failures, inventory constraints, lead-time changes, or demand fluctuations and develop contingency plans accordingly. This allows organizations to identify vulnerabilities earlier and improve supply chain resilience.
Digital twin applications can also support quality and continuous improvement initiatives. By creating a digital model of the manufacturing process, organizations can better understand how changes in equipment performance, material inputs, environmental conditions, or process design affect production outcomes.
This visibility helps manufacturers identify bottlenecks, analyze defect patterns, evaluate process changes, and improve throughput. Over time, these insights can help reduce waste, improve consistency, and support more effective operational decision-making across the production environment.
Read Next: Why Master Data Management Matters for Hardware & IoT ERP
The business case for digital twin technology rarely comes from a single improvement. Most manufacturers capture value across multiple operational areas, including maintenance, production, quality, and supply chain performance. The key is identifying where simulation and predictive insights can help reduce risk, improve efficiency, or support better decision-making.
Rather than treating digital twins as a technology initiative, manufacturers should evaluate them as an operational improvement tool. The most successful implementations begin with a clearly defined business problem and a measurable objective.
Not every organization will realize value in every area. The greatest opportunities typically emerge where operational visibility is limited, production disruptions are costly, or planning decisions carry significant business risk.
Before investing in digital twin technology, leaders should evaluate whether a clear business case exists and whether the organization has the data foundation required to support it.
Questions worth considering include:
Which operational challenges create the greatest risk or cost?
What manufacturing and operational data is available today?
How reliable is ERP and master data?
Which assets or production lines are most critical to operations?
Where could simulation improve decision-making or reduce uncertainty?
Organizations that answer these questions early are more likely to focus on practical use cases, establish meaningful success metrics, and avoid pursuing technology without a clearly defined operational objective.
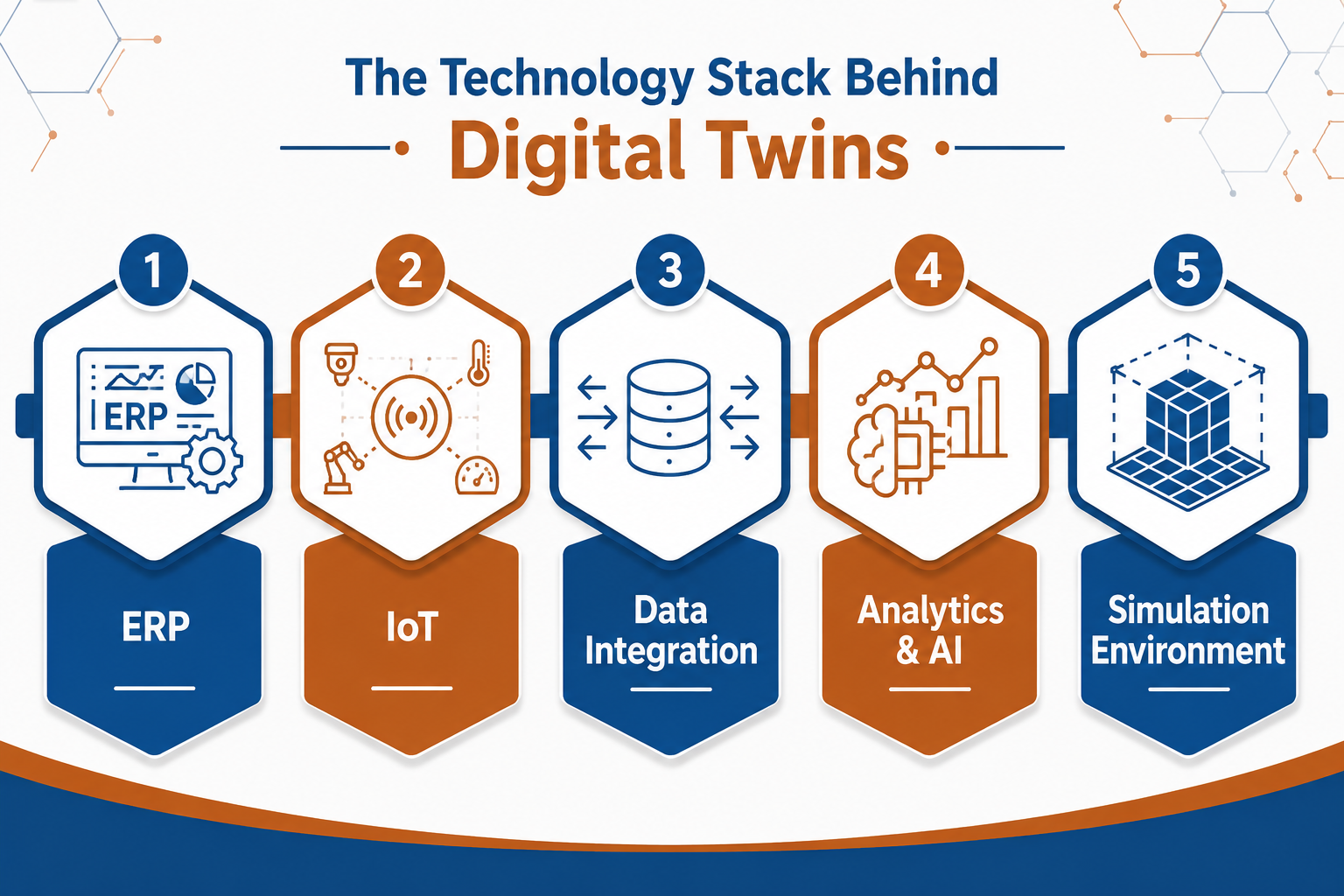
Digital twin technology in manufacturing depends on more than simulation software. A useful digital twin requires connected systems, reliable data, and a clear architecture for turning operational activity into usable insight.
Most digital twin environments include five core components.
Data governance is one of the most important factors in digital twin success. A digital twin is only as accurate as the data that supports it.
Many digital twin deployment efforts struggle because organizations underestimate the condition of their underlying data. Duplicate records, inconsistent asset definitions, poor master data quality, missing maintenance history, and disconnected systems can all weaken the accuracy of the digital model.
For manufacturers, this creates a practical risk. If ERP data, sensor data, and operational records do not align, the digital twin may produce insights that look sophisticated but are not reliable enough for decision-making.
Strong governance helps ensure that digital twin data remains accurate, consistent, and usable across the manufacturing lifecycle. It also clarifies who owns key data, how records are maintained, and how data quality issues are identified before they affect operational decisions.
Read Next: How to Build a Data Governance Framework for Your ERP
Read Next: ERP Data Migration vs. Data Integration: Key Differences (And Why You Need Both)
Digital twin technology can create significant operational value, but successful deployment requires more than selecting the right platform. Many initiatives struggle because organizations underestimate the importance of data quality, governance, scope management, and system integration.

Many manufacturers pursue advanced technologies before establishing a strong ERP and data foundation. As a result, the digital twin inherits the same data quality and visibility issues that already exist across the organization.
Common warning signs include spreadsheet-dependent processes, weak data governance, poor ERP adoption, limited visibility into manufacturing assets, and disconnected operational systems. While these issues may not prevent a digital twin from being deployed, they can significantly reduce the accuracy and usefulness of the insights it produces.
Before investing in digital twin technology, manufacturers should evaluate whether the underlying data is reliable enough to support simulation, forecasting, and operational decision-making.
Another common failure pattern is attempting to model an entire manufacturing facility from the start. While the vision may be compelling, broad initiatives often become difficult to manage and even harder to measure.
A more practical approach is to begin with a focused use case tied to a specific business objective. Critical assets, high-cost production lines, predictive maintenance programs, and supply chain planning initiatives often provide a clearer path to demonstrating value and building organizational support.
Successful digital twin programs typically expand over time as data quality, governance, and operational maturity improve.
Digital twins rarely operate within a single system. Most environments require data from ERP platforms, manufacturing systems, IoT infrastructure, maintenance applications, and reporting tools.
This complexity makes integration one of the most important planning considerations. Manufacturers should evaluate ERP maturity, IoT readiness, data ownership, reporting consistency, and security requirements before implementation begins.
Addressing these challenges early helps reduce implementation risk and creates a stronger foundation for long-term success.
Read Next: The Ultimate ERP Internal Audit Checklist for CFOs
Digital twin technology is becoming an increasingly important component of smart manufacturing strategies. As manufacturers continue investing in digital transformation initiatives, digital twins are helping organizations move beyond historical reporting and toward more predictive ways of managing operations.
Over time, digital twin applications will likely expand beyond maintenance and production planning to support AI-assisted decision-making, advanced manufacturing simulation, workforce training, supply chain optimization, and sustainability initiatives.
The manufacturers best positioned for this future will be those that build strong ERP foundations, reliable data governance practices, and connected operational systems capable of turning data into actionable insight.
Read Next: ERP for Digital Transformation in Manufacturing 2026
Digital twin technology helps manufacturers move beyond historical reporting and toward more predictive, data-driven decision-making. But successful digital twin initiatives depend on more than simulation capabilities alone.
Organizations that see the greatest value typically start with a clear business objective and a strong operational foundation. Reliable ERP data, effective governance, connected systems, and clearly defined use cases are often more important than the technology itself.
As manufacturers continue investing in smart manufacturing initiatives, digital twins will play an increasingly important role in improving visibility, reducing risk, and optimizing performance across the manufacturing lifecycle.
P.S. Manufacturers evaluating digital twins should begin by assessing the readiness of their ERP environment, manufacturing data, and governance practices. RubinBrown's AI Readiness Assessment helps organizations identify gaps, evaluate opportunities, and establish a practical roadmap for future innovation. Book a meeting today.
A digital twin in manufacturing is a virtual representation of a physical asset, manufacturing process, production line, or facility. The digital twin uses real-time data from ERP systems, sensors, and operational technologies to create a digital counterpart that mirrors real-world conditions and supports simulation, analysis, and decision-making.
Common applications of digital twins in manufacturing include predictive maintenance, production line optimization, supply chain simulation, quality improvement, capacity planning, workforce training, and asset performance monitoring. Many manufacturers begin with a focused use case before expanding digital twin applications across the manufacturing lifecycle.
Manufacturing digital twins rely on sensors and Internet of Things (IoT) technologies to collect real-time information about equipment performance, operating conditions, throughput, and asset health. This data helps keep the digital model synchronized with the physical environment and supports more accurate simulation and forecasting.
No. Many digital twin solutions begin with simulation, visualization, and operational monitoring. Artificial intelligence can enhance digital twin capabilities by supporting predictive maintenance, pattern recognition, scenario analysis, and production planning, but AI is not required to create a digital twin.
To create a digital twin, manufacturers typically need ERP data, production data, maintenance records, inventory information, quality data, and sensor-generated operational data. The effectiveness of a digital twin implementation depends heavily on the accuracy and consistency of these data sources.
The benefits of digital twins include improved operational visibility, reduced downtime, better asset utilization, more effective production planning, stronger supply chain resilience, and faster decision-making. Digital twins also help manufacturers evaluate potential changes before implementing them in real-world production environments.
One of the most common challenges is data quality. Inaccurate ERP records, inconsistent asset definitions, disconnected systems, and weak governance can limit the effectiveness of digital twin insights. Successful digital twin implementation typically requires strong data management and integration practices.
As manufacturers continue embracing digital transformation, digital twins are becoming an important part of smart manufacturing strategies. By combining ERP data, IoT technologies, analytics, and simulation, digital twins help organizations improve operational performance and make more predictive decisions across increasingly connected digital ecosystems.

1 min read
Still managing production schedules with spreadsheets? Late orders, material shortages, and change orders can quickly throw your shop floor into...

1 min read
What if your ERP could anticipate machine failures, optimize inventory in real time, and adapt instantly to supply chain disruptions? In 2026, that...

1 min read
AI is flooding the manufacturing space with promises of higher uptime, better quality, and smarter decisions. But most plants aren’t built to handle...